
















Further information on automated machine loading can be found in our flyer.
Download


Increasing variance, decreasing lot sizes, fluctuating demand, as well as increasing global competitive pressure are in addition to topics such as skills shortage due to demographic change, but also the continuous process optimization with the help of current technologies only a few reasons why entrepreneurs have to think more and more about the automated loading and dispatch of machine tools. SCHUNK is the right partner for increasing the productivity of your machine tool. With our broad product portfolio and simultaneous process understanding, we enable different ways to automate your machine tool. There are five different automation types to choose from depending on workpiece, batch size, manufacturing process and machine.
We support you right from the beginning, and ensure that you understand the Machine Tending 101 and that you can use it in the best possible way. What options are there? Which solution suits your manufacturing process? And what are the advantages of each approach? Together, we will find the right type of automation for your process

Companies that act responsibly in terms of economic, ecological and ergonomic considerations make their processes “healthier” and their business more successful. We at SCHUNK believe that the solution lies in the targeted automation of production processes. This makes growth more stable, reduces the burden on the environment, and benefits employees with safer and more ergonomic working conditions.
You can find more information about the Healthy Factory here schunk.com/healthy
Lean automation describes a flexible and affordable method of automated machine loading by using already available functions of the machine tool intelligently. The raw and finished parts tray is located within the travel area of the machine. With the help of a gripper with spindle interface, workpiece handling can thus take place within the machine workspace. A clamping station facilitates the manual changeover of raw and finished parts as well as clamping devices.
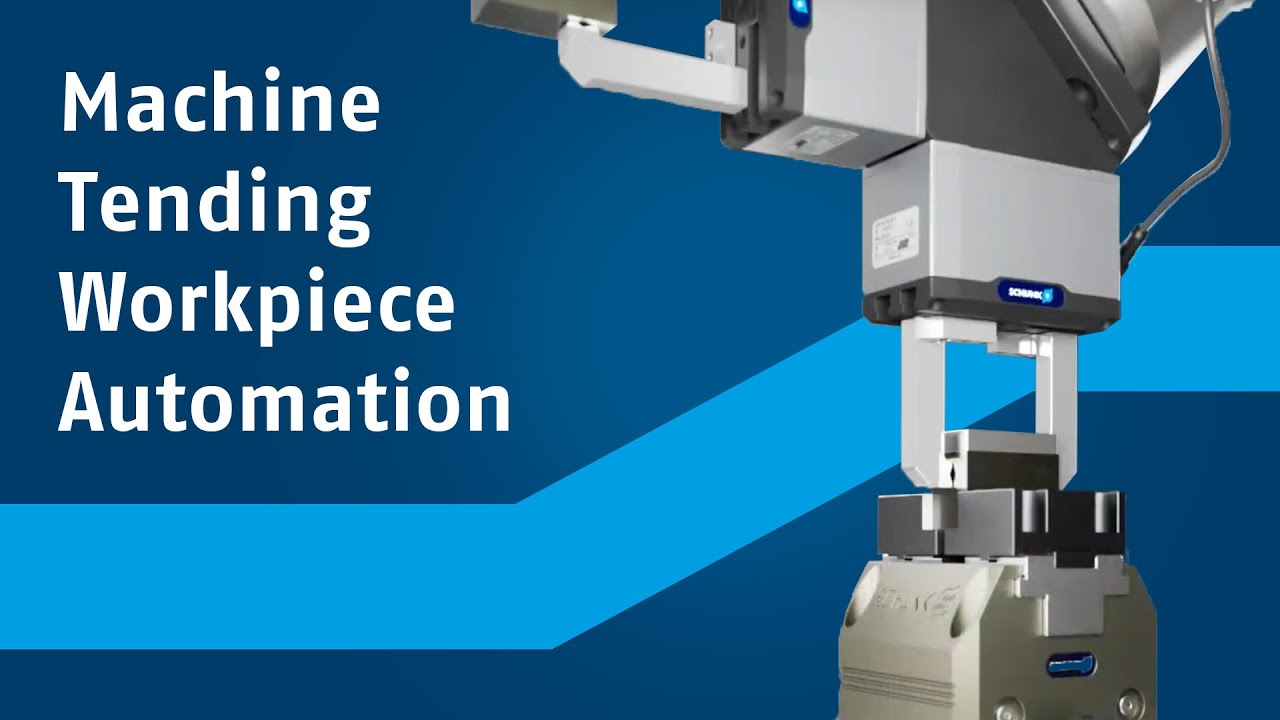
In workpiece automation, raw parts are taken out of an external storage unit, and loaded into the machine tool's clamping device with the help of a handling device. After machining, the finished and semi-finished part can be removed from the clamping device and stored in the storage unit.
In pallet automation, workpieces are set up outside the machine in the clamping device. This is located on a pallet, and the complete pallet (including clamping device and clamped workpiece) are then loaded into the clamping station in the machine tool. The complete pallet with the workpiece is removed from the machine after machining. The workpieces are loaded into and unloaded from the clamping device outside the machine, something which can be done manually or automatically.
R-C2 is an example of an automation solution that combines features of both workpiece and pallet automation. The workpiece lying in the storage rack is gripped with the R-C2 and is clamped at the same time. The clamping force block with the clamped workpiece is then loaded into the quick-change pallet system of the machine like a pallet. After machining, the R-C2 with the clamped workpiece are removed from the machine. The workpiece can now be set up again, clamped and loaded for processing the second side. After production, the R-C2 with the workpiece is removed again and the finish-machined workpiece is located.
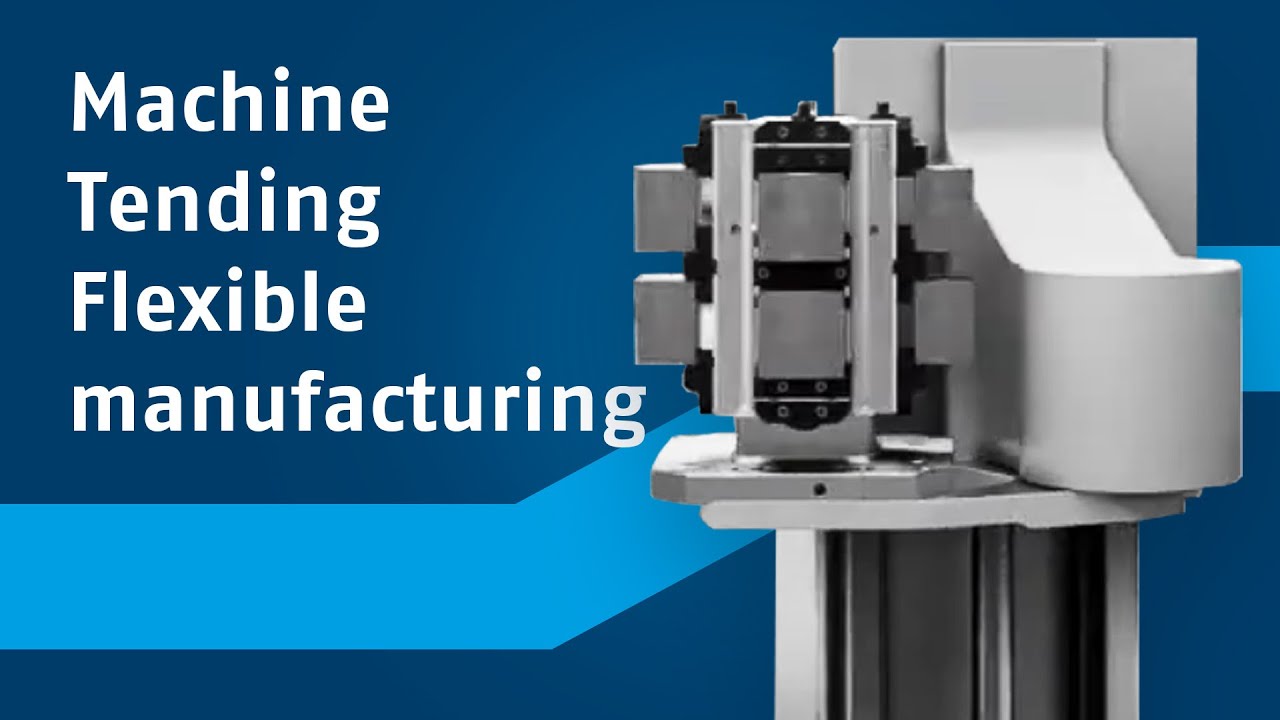
Flexible manufacturing systems are multi-machine systems for machining workpieces. The individual machine tools are connected to each other via a connected transport and storage system to enable an automated material flow. In addition to the machine tools, there are corresponding transfer stations, where the raw parts are prepared, the clamping devices are loaded and unloaded, and the finished parts are deposited.
At SCHUNK, we specialize in gripping technology, automation technology, and workpiece and toolholding technology. High-quality, sophisticated components that are used in your machine tool environment. Thanks to this experience, we know what is important when it comes to automated machine loading. Regardless of robot types and machine tools, we can provide you with neutral advice and jointly select the right type of automation for your application. If you do not implement the planning and commissioning yourself, a system integrator or machine manufacturer can be called in.
Get in touch with your SCHUNK contact person now.

