The data carrier is used for data collection and clear classification of toolholders in a toolholder identification system.
The first entry describes the type code of the chip (e.g. BIS-C-122-04/L).
The second specification describes the maximum memory capacity of the chip (e.g. 511 bytes)
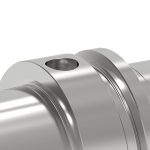
The run-out error of the toolholder, tool and machine spindle can be compensated using four lateral set-screws. This means an adjustable run-out accuracy of almost 0 µm is possible.
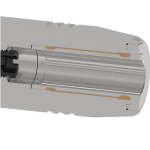
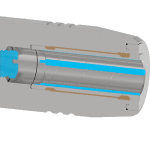
"Cool Flow" enables peripheral cooling using cooling channels in the wall of the clamping bore (D1). The coolant is fed directly to the cutting edge of the tool
Coolant tubes prevent contamination of the machine spindle and protect the sealing system. They are used for transfer/optimization of the internal coolant supply of HSK clamping devices.
The supplied document confirms in writing that the delivered products have been manufactured and tested in accordance with valid documents (drawings, standards, specifications, approved deviations).
In the documents supplied, both the setting parameters of the balancing process and the measurement results of the residual imbalance of each individual toolholder are recorded.