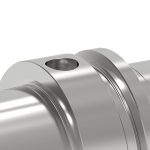
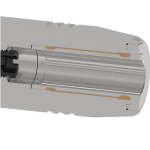
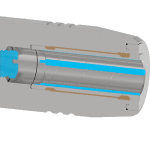
Auskraglänge des Werkzeughalters aus der Maschinenspindel.

Das Maß kann bis zu einer vorgegebenen Grenze verlängert werden.
Hinweis:
Die Modifikation der Längen erfordert speziell angefertigte Produkte, was eine Steigerung der Produktionskosten zur Folge hat.