多样化需求、更小的生产批量、需求波动、全球竞争压力增大;人口结构变化导致的技术工人短缺;当前技术带来的持续性流程优化等,这些都是企业家们越来越关注机床自动上料和快速响应的原因。SCHUNK 是帮助您提升机床生产力的理想合作伙伴。凭借多样的产品组合和对工艺的理解,我们可以通过不同的方式实现机床自动化。根据工件、批量、流程和机床类型,有六种类型的自动化方案可供选择。
从一开始,我们就为您提供支持并指导您完成各种选择,找到满足您需求的最佳方法。有哪些选项?哪种解决方案适配您的制造流程?各方案分别具备什么优点?我们将共同为您的流程寻找合适的自动化类型
精益自动化是指一种灵活且实惠的自动化机床上料方式,它可以灵活地调用机床的现有功能。原材料和成品零件托盘放置于机床的移动区域内。因此,借助带有主轴接口的机械手,我们可以在机床工作区内进行工件搬运。可在夹持工位手动更换毛坯件、成品件以及夹持装置。
在虎钳自动化领域,专门设计的虎钳通过存储销固定在存放架中。用于加工第六个面的重新装夹和上下料操作,可在存放架的外部和内部进行。机器人使用特殊机械手将虎钳放置在机床内专用的夹持基座上。加工完成后,将虎钳和工件从机床中取出并放入存放架中。
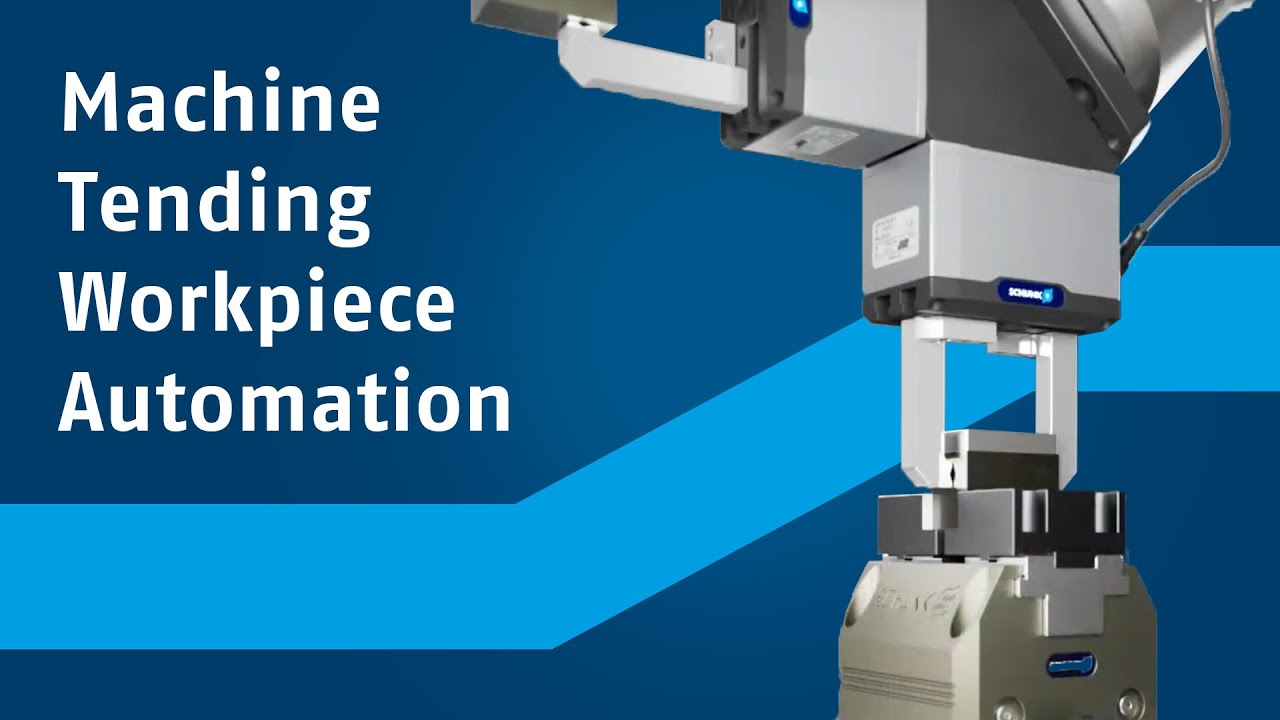
在工件自动化中,通过搬运设备从外部存储装置中取出毛坯件,放置于机床夹持装置。加工完成后,可以从夹持装置中取出成品和半成品部件,然后存放在存储装置中。
在托盘自动化中,工件在机床外部进行装夹。装夹于托盘后,整个托盘(包括夹具及工件)会被放入机床的夹持工位中。完成加工后,装有工件的完整托盘将从机床中取出。工件在机床外部的夹持装置中进行装卸,该步骤可以手动或自动完成。
R-C2 是结合了工件和托盘自动化的一种自动化解决方案。通过 R-C2 抓取放置在存放架中的工件并同步完成装夹。随后,夹持住工件的虎钳会像托盘一样被放置到机床的快换托盘系统中。加工完成后,将装有夹持工件的 R-C2 从机床中取出。现在可以重新装调、夹持和装载工件,以进行第二面加工。生产完成后,R-C2 将把精加工后的成品件移出并存放。
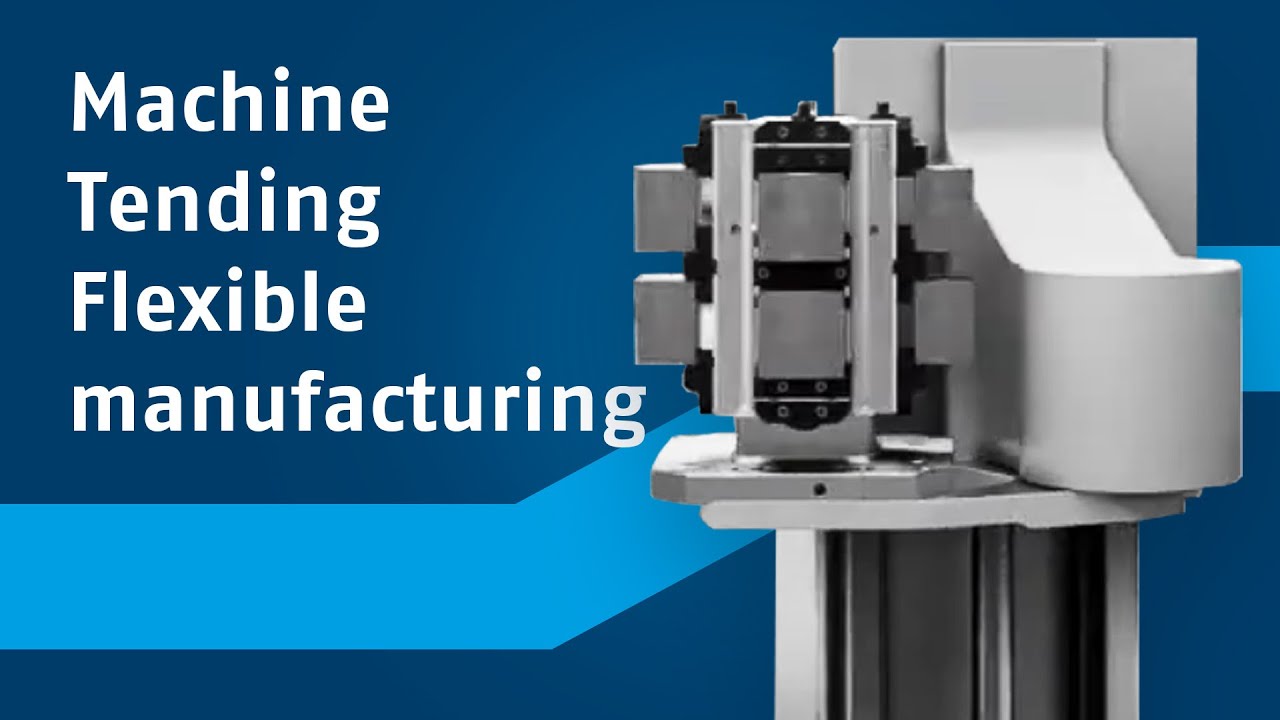
柔性制造系统由多台加工设备构成。各个机床通过运输和存储系统相互连接,以实现自动化物料运转。除了机床外,我们还可以在相应的传输站中准备毛坯件,装卸夹持装置,存放成品零件。
SCHUNK 专注于抓取技术、自动化技术以及工件和刀具夹持技术。适用于机床环境的高质量、精密组件。基于丰富的应用实施经验,我们能够快速找出加工过程中的关键环节。不受机床或机器人类型限制,我们为您提供客观中立的建议,并共同为您的应用选择合适的自动化类型。我们也可以与您的系统集成商或机床制造商协作
请咨询您的 SCHUNK 联系人。